Zapoznaj się
z ofertą Profilex
Przez lata działalności, PROFILEX nawiązał współpracę z kilkoma tysiącami firm z różnych branż przemysłowych. Nasze produkty w większości trafiają na rynek polski, choć z każdym rokiem powiększa się również wolumen odbiorców zagranicznych.


Poznaj nas

Korzystaj z naszych katalogów online. Zawsze dostępne i zawsze aktualne.
🌱 Bądź ECO – Katalogi w wersji online do pobrania TUTAJ
Aby złożyć zamowienie na bezpłatny katalog, należy uzupełnić formularz.

Nowoczesność
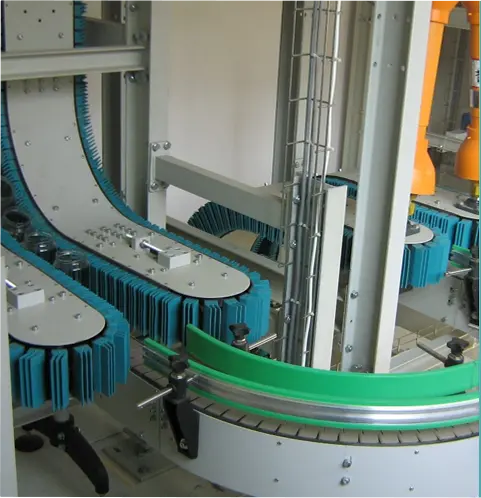
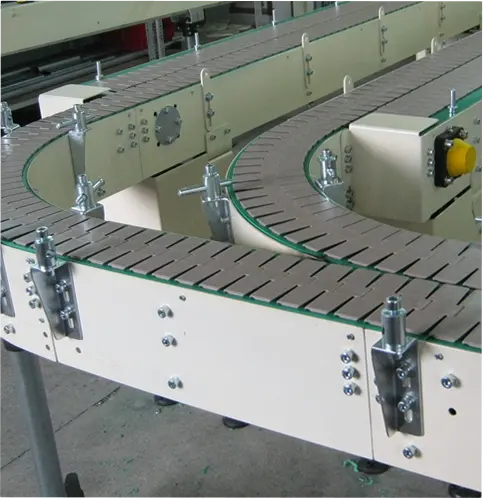
Głównym nurtem działalności naszej firmy jest projektowanie oraz produkcja kompletnych linii transportujących i przenośników (tzw. Systemów transportu wewnętrznego).
Po wcześniejszych i indywidualnych ustaleniach z naszymi klientami, zadania te realizujemy od POMYSŁU poprzez PROJEKT, PRODUKCJEoraz TRANSPORT I MONTAŻ POD KLUCZ GOTOWYCH URZĄDZEŃ.
Nasz dział konstrukcyjny przygotowuje projekty kompletnych linii transportujących według specyfikacji i wymagań klientów. Konstruktorzy za pomocą nowoczesnego oprogramowania komputerowego często proponują innowacyjne i ekonomiczne rozwiązania oraz służą pomocą w zakresie doradztwa technicznego.
Realizacje
i produkty
Zapoznaj się z naszym portfolio